
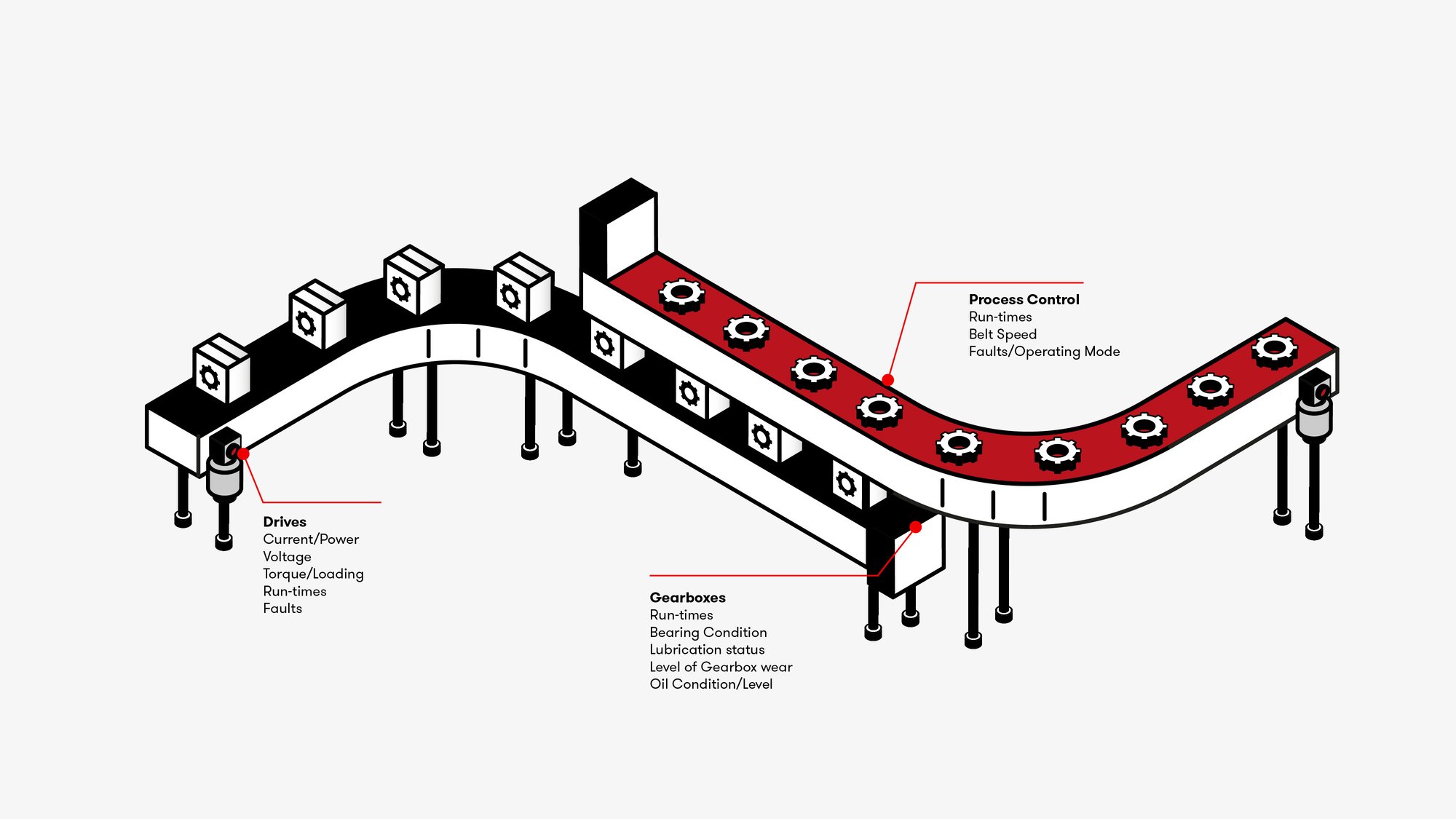
Conveyors
Pack Conveyors offer full automation options for moving products through each stage of the production process.
The products can be packaged in either their primary container or their secondary distribution packaging and automation minimizes product handling, limiting the risk of damage and handling errors. Pack Conveyors are extensively used in consumer product manufacturing, from bottling plants to frozen food.


Increase Efficiency
