
Fire Tube Boilers
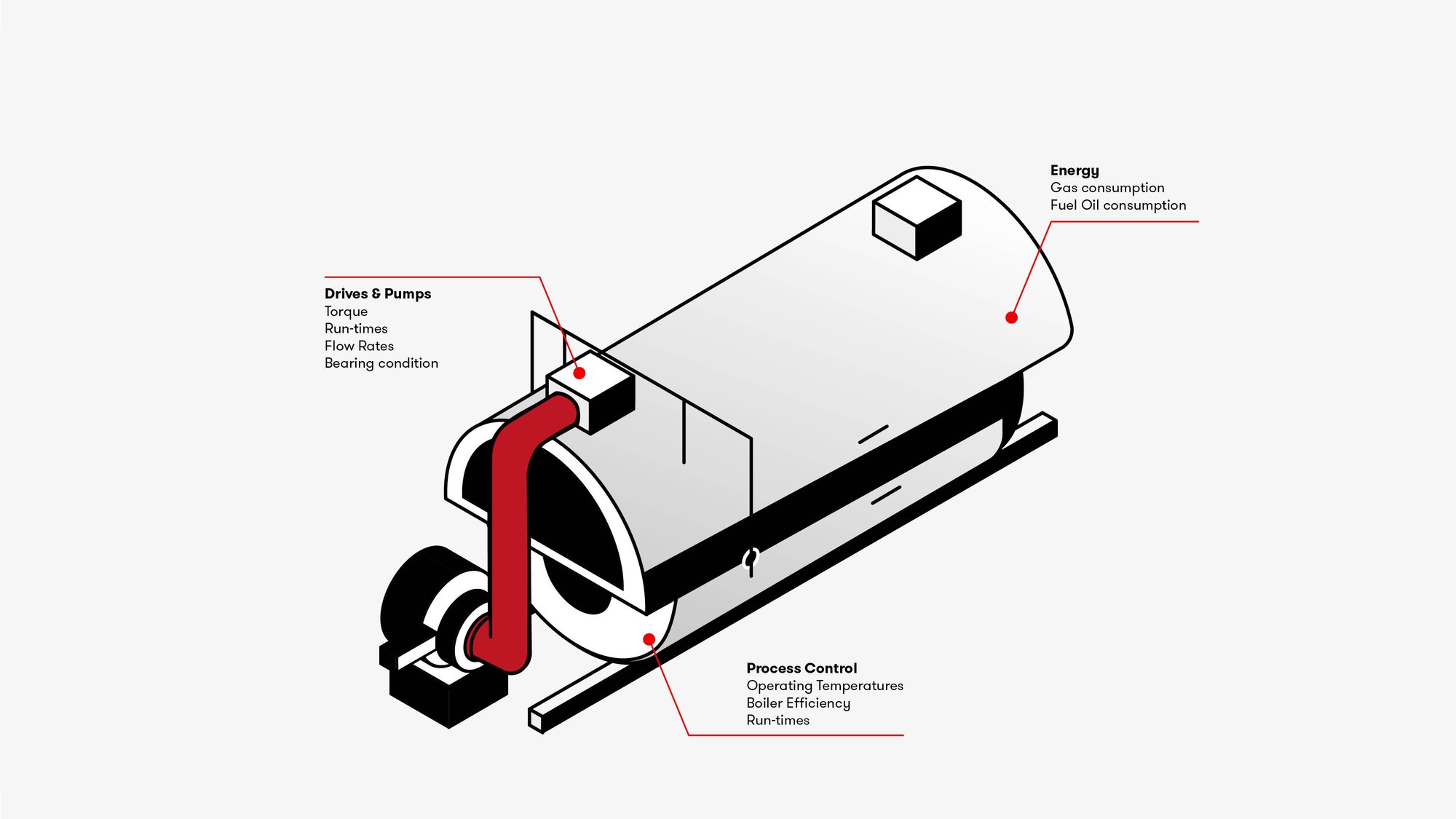
Fire Tube Steam Boilers are the most common technique for the production of saturated steam, high pressure hot water or superheated steam in industrial settings. Steam is generated by heating water in a pressurised drum by means of hot gases, which are produced from the combustion of liquid or gaseous fuels circulating through submerged tubes.
The large volume of pressurised stored water is used to resolve the standard potential variables that affect all boiler type systems, including variations in the feed water, fuel, combustion quality, temperatures and, importantly, steam load variation.


Reduce Emissions
